























































ब्रान्डहरूका लागि जहाँ सीम विफलता स्वीकार्य परिणाम होइन, ती दुई अवस्थाहरू बीचको भिन्नता केही विस्तारमा बुझ्न लायक छ।
27.12 मेगाहर्ट्ज मानक: किन RF वेल्डिङ फरक तताउँछ
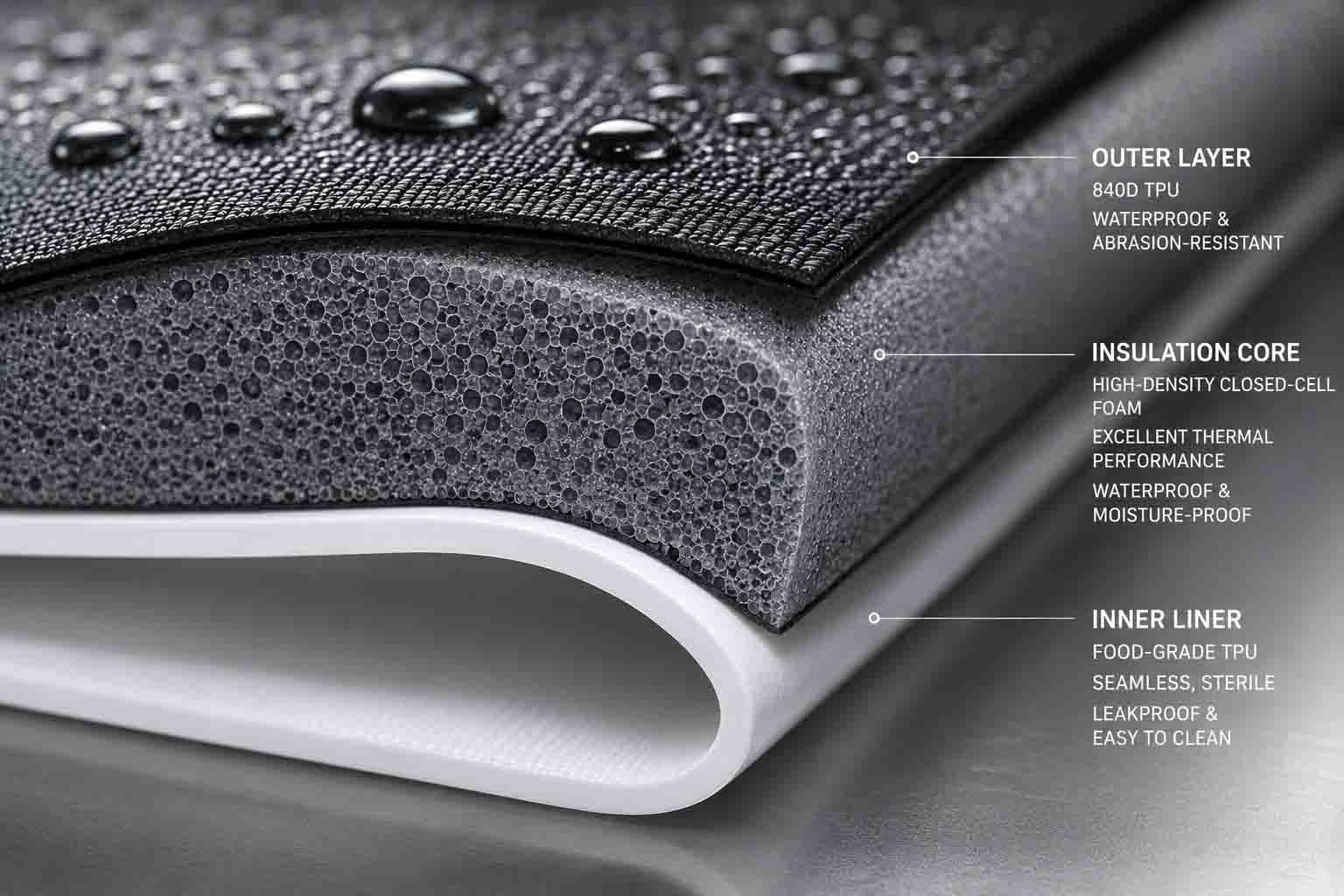
आरएफ वेल्डिङ र परम्परागत थर्मल बन्धन बीचको मुख्य भिन्नता दक्षता मात्र होइन - यो सामग्रीको माध्यमबाट गर्मीको दिशा हो।
परम्परागत विधिहरू (तातो बारहरू, तातो प्ल्याटेन्सहरू, तातो बन्दुकहरू) सामग्रीको सतहमा ऊर्जा लागू गर्छन् र भित्री भागलाई बन्डिङ तापक्रममा ल्याउन प्रवाहमा भर पर्छन्। पातलो फिल्महरूको लागि यो पर्याप्त काम गर्दछ। प्रिमियम वाटरप्रूफ गियरमा प्रयोग हुने बाक्लो, घने TPU ल्यामिनेट कपडाहरूका लागि, यसले व्यावहारिक समस्या सिर्जना गर्छ: भित्री इन्टरफेसलाई फ्युजन तापक्रममा ल्याउनको लागि पहिले बाहिरी तहलाई खरानी वा विकृत गर्ने जोखिममा पार्न पर्याप्त सतह बस्ने समय चाहिन्छ। सामग्रीको मोटाई बढ्दै जाँदा "पर्याप्त छैन" र "धेरै धेरै" बीचको सञ्झ्याल साँघुरो हुन्छ।
आरएफ वेल्डिङले यसलाई भित्रबाट सञ्चालन गर्नुको सट्टा सामग्री भित्रबाट गर्मी उत्पन्न गरेर यसलाई बाइपास गर्दछ। व्यावसायिक RF वेल्डिङ उपकरण 27.12 MHz मा काम गर्दछ - निर्दिष्ट ISM (औद्योगिक, वैज्ञानिक, र चिकित्सा) रेडियो फ्रिक्वेन्सी ब्यान्ड औद्योगिक उपकरणहरूको यस वर्गको लागि आवंटित। यस फ्रिक्वेन्सीमा, वैकल्पिक विद्युत चुम्बकीय क्षेत्रले TPU भित्र ध्रुवीय अणुहरूलाई प्रत्येक दोलनको साथ पुन: संरेखण गर्ने प्रयास गर्दछ: प्रति सेकेन्ड लगभग 27 मिलियन पटक। यसबाट उत्पन्न हुने आणविक घर्षणले सतहदेखि भित्री थर्मल कन्डक्शनमा भर नपर्ने गरी फ्युजन हुने इन्टरफेसमा, वेल्ड जोनमा समान रूपमा ताप उत्पन्न गर्छ।
एकै साथ लागू वायमेटिक दबाब अन्तर्गत, जोइन इन्टरफेसमा सामग्री फ्यूजन तापमानमा पुग्छ र तहहरू आणविक स्तरमा मर्ज हुन्छन्। एकपटक फिल्ड हटाइएपछि र सामग्री निरन्तर दबाबमा चिसो हुन्छ, दुई प्यानलहरू बीचको मूल सीमा अब संरचनात्मक रूपमा अवस्थित हुँदैन - वेल्ड क्षेत्र सामग्रीको एकल निरन्तर टुक्रा भएको छ। विनाशकारी पुल परीक्षणमा, यो क्षेत्रले सामान्यतया वरपरको आधार कपडाको विफलता बिन्दुलाई समात्छ। त्यो नतिजा ठीकसँग कार्यान्वयन गरिएको आरएफ वेल्डको लागि व्यावहारिक बेन्चमार्क हो।
वेल्डिङ 840D हाई-टेनासिटी TPU: त्रुटिको लागि एक संकीर्ण मार्जिन
RF वेल्डिङले मिल्दो थर्मोप्लास्टिकको दायरामा काम गर्छ—PVC, PET, EVA, विभिन्न PU-लेपित कपडाहरू। भारी-कर्तव्य बाहिरी अनुप्रयोगहरूको लागि भार अन्तर्गत स्थिर घर्षण प्रतिरोध र संरचनात्मक अखण्डता आवश्यक पर्दछ, 840-denier उच्च-Tenacity TPU बेन्चमार्क सामग्री हो। यो एक हो जसले प्रक्रिया क्यालिब्रेसनमा सबैभन्दा बढी मागहरू राख्छ।
उच्च डेनियरको अर्थ वेल्ड जोनमा अधिक सामग्रीको द्रव्यमान हो, जसलाई फ्युजन तापमानमा ल्याउन थप विद्युत चुम्बकीय ऊर्जा चाहिन्छ। कठिनाई यो हो कि यसको मतलब केवल शक्ति बदल्नु होइन। अपरेटिङ सञ्झ्याल - अपर्याप्त ऊर्जा (अपूर्ण फ्युजन, चुहावट-प्रवण वेल्ड) र अत्यधिक ऊर्जा (सामग्री स्कर्चिंग, सम्झौता वाटरप्रूफ अवरोध) बीचको दायरा - कपडाको वजन बढ्दै जाँदा साँघुरो हुन्छ। 420D TPU मा सफासँग काम गर्ने पावर सेटिङले 840D मा एकै चक्रमा चिसो दागहरू उत्पादन गर्न सक्छ, जबकि 840D को लागि क्यालिब्रेट गरिएको सेटिङले समान उत्पादनमा पातलो सामग्रीहरू जलाउन सक्छ।
यसलाई व्यवस्थापन गर्न सामग्री-विशेष क्यालिब्रेसन आवश्यक छ। जब 840D TPU ले उत्पादन लाइनमा प्रवेश गर्छ—चाहे नयाँ उत्पादन परिचय होस् वा एउटै आपूर्तिकर्ताबाट सामग्रीको नयाँ ब्याच—RF पावर आउटपुट, प्रेस प्रेसर, र साइकल टाइमिङलाई त्यो विशिष्ट सामग्रीको विरुद्धमा प्रमाणीकरण गर्न आवश्यक छ: यसको अस्वीकार, TPU कोटिंग वजन, र सूत्रीकरण। यी प्यारामिटरहरू प्रत्येक उत्पादन रनको सुरुमा प्रमाणित गरिएको कागजात गरिएको SOP मा पर्दछन्। सबै कपडाको तौलहरूमा एकसमान सेटिङहरू लागू गर्ने सुविधाले यो काम गरिरहेको छैन, क्षमता कसरी वर्णन गरिएको छ।
उत्पादन स्थिरता निर्धारण गर्ने तीन प्रक्रिया चरहरू
एक प्रोटोटाइप पासिंग दबाव परीक्षणले सही वेल्ड प्राप्त गर्न योग्य छ भनेर स्थापित गर्दछ। लगातार उत्पादनले भोल्युममा दोहोर्याउन सकिने छ कि छैन भनेर निर्धारण गर्ने चरहरूलाई नियन्त्रण गर्न आवश्यक छ।
डाइ टूलिङ प्रेसिजन
वेल्डिङ डाइ—सामग्रीलाई सम्पर्क गर्ने र वेल्ड ज्यामितिलाई परिभाषित गर्ने आकारको इलेक्ट्रोड—पीतल वा आल्मुनियमबाट विशेष सीम ढाँचाद्वारा आवश्यक आयामहरूमा मेसिन गरिएको हुन्छ। यस उपकरणमा आयामी शुद्धता माध्यमिक चिन्ता होइन। असमान डाई सतहले वेल्ड जोनमा असमान दबाव वितरण उत्पादन गर्छ, जसले असमान आन्तरिक तताउने उत्पादन गर्छ: चिसो ठाउँहरू जहाँ सामग्री पूर्ण फ्युजन तापक्रममा पुगेन र तातो ठाउँहरू जहाँ यो अति तताइएको थियो। चिसो दागहरू चुहावट प्रारम्भ बिन्दुहरू बन्छ। तातो ठाउँहरू सामग्री पातलो हुने क्षेत्रहरू बन्छन् जसले दीर्घकालीन सीम अखण्डतामा सम्झौता गर्दछ।
उत्पादन मात्रामा डाइ पहिरनले समान प्रभाव पार्छ। उत्पादन अभियानको सुरुमा सहिष्णुता भित्र रहेका सम्पर्क सतहहरू बिस्तारै सहनशीलताबाट बाहिर जान्छन्। जिम्मेवार RF वेल्डिङ अपरेसनले डाइ कन्डिसन ट्र्याक गर्छ र पहिरनले वेल्डको गुणस्तरलाई असर गर्नु अघि टुलिङलाई प्रतिस्थापन वा पुन: क्यालिब्रेट गर्छ — QC परीक्षणले उच्च असफलता दरहरू देखाउन सुरु गरेपछि होइन।
दबाब आवेदन: दुई चरणहरू, दुई फरक कार्यहरू
RF वेल्डिङमा वायवीय दबाबले सक्रिय वेल्ड चरण र त्यसपछिको कूलिङ चरण र दुवै कुरामा फरक कार्यहरू गर्दछ।
सक्रिय RF चरणको समयमा, दबाबले वेल्ड इन्टरफेसमा सामग्री तहहरू बीचको घनिष्ठ सम्पर्क सुनिश्चित गर्दछ, TPU फ्यूजन तापमानमा पुग्दा आणविक मिलन सक्षम पार्छ। आरएफ उर्जा हटाइए पछि कूलिंग चरणको समयमा, दबाबले फ्युज्ड जोनलाई स्थितिमा राख्छ जबकि पोलिमर चेनहरू ठोस हुन्छन्। वेल्ड जोन पर्याप्त रूपमा चिसो हुनु अघि दबाब जारी गर्नाले स्थिर-नरम सामग्रीलाई विकृत गर्न अनुमति दिन्छ - कमजोर बन्धन र वेल्ड जोन किनारहरूमा आयामी विसंगतिहरू उत्पादन गर्दछ जुन प्रयोगमा तनाव एकाग्रता बिन्दुहरू बन्छ।
उच्च-भोल्युम RF वेल्डिङमा समयपूर्व दबाव रिलीज सबैभन्दा सामान्य प्रक्रिया सर्टकटहरू मध्ये एक हो, जहाँ चक्र समयको दबाबले अर्को भागमा छिट्टै सार्नको लागि परिचालन प्रोत्साहन सिर्जना गर्दछ। नतिजा हुने वेल्डहरूले प्रायः दृश्य निरीक्षण र प्रारम्भिक कम-दबाव परीक्षण पास गर्छन्, त्यसपछि लगातार लोड र फिल्डमा दोहोर्याइएको फ्लेक्स साइकल अन्तर्गत उच्च असफलता दरहरू देखाउँछन्।
साइकल समय
पूर्ण RF वेल्डिङ चक्र तीन चरणहरूमा चल्छ: पूर्व-प्रेस (RF सक्रियता अघि लागू गरिएको दबाब, सामग्रीलाई डाइमा सही रूपमा सिट गर्न अनुमति दिँदै), सक्रिय वेल्ड (RF ऊर्जा सक्रिय, आणविक तताउने र फ्युजन हुने), र दबाबमा चिसो (RF बन्द, वेल्ड जोन ठोस बनाउँदै)। प्रत्येक चरणको सामग्री मोटाई, कोटिंग वजन, र प्रयोगमा ज्यामितिको लागि विशिष्ट इष्टतम अवधि हुन्छ।
यी समयहरू सामग्रीहरू बीच स्थानान्तरण गर्दैनन्। एक विशिष्ट TPU विशिष्टताको लागि विकसित गरिएको चक्रले भारी कपडालाई अन्डर-वेल्ड गर्नेछ र समान उत्पादनमा अन्य ठाउँमा प्रयोग हुने हल्का सामाग्री ओभर-वेल्डिङको जोखिम हुनेछ। जब सामग्री विशिष्टताहरू उत्पादन रनहरू बीच परिवर्तन हुन्छन् - फरक डेनियर, विभिन्न कोटिंग वजनहरू, विभिन्न आपूर्तिकर्ता ब्याचहरू - चक्र प्यारामिटरहरूलाई पुन: प्रमाणीकरण चाहिन्छ, निरन्तरताको धारणा होइन।
१.० बार हाइड्रोस्टेटिक दबाव परीक्षण: यसले वास्तवमा के पुष्टि गर्छ
भिजुअल सीम निरीक्षणले सतह-स्तर दोषहरू पहिचान गर्दछ: दृश्य जलेको चिन्हहरू, वेल्ड कभरेजमा स्पष्ट अंतरहरू, सकल आयामी विकृति। यसले अन्डर-फ्युज्ड इन्टेरियर जोनहरू, वेल्ड इन्टरफेसमा माइक्रो-भोइडहरू, वा परिवेशको अवस्थाहरूमा समात्ने तर लोड अन्तर्गत खोल्ने चिसो ठाउँहरू पहिचान गर्दैन। कुनै पनि दबाव-मूल्याङ्कन दावी संग वाटरप्रूफ उत्पादनहरु को लागी, दृश्य निरीक्षण एक भुइँ हो, छत होइन।
1.0 बार हाइड्रोस्टेटिक दबाव परीक्षण गम्भीर RF वेल्डेड बाहिरी उत्पादनहरूको लागि प्रमाणीकरण मानक हो। एउटा पट्टी १० मिटरको पानीको स्तम्भको हाइड्रोस्टेटिक दबाबसँग मेल खान्छ — उल्लेखनीय रूपमा डुब्ने अवस्थाभन्दा बाहिर धेरैजसो बाहिरी उत्पादनहरूले फिल्ड प्रयोगमा सामना गर्नेछन्, जसले यसलाई अर्थपूर्ण उत्पादन योग्यता परीक्षण बनाउँछ।

प्रक्रिया: पूरा उत्पादनहरू 1.0 बारको आन्तरिक दबावमा फुलाइन्छ र या त पानीमा डुबाइन्छ वा परिभाषित अवधिको लागि दबाबमा राखिन्छ। पास अवस्था कुनै पनि सिम, वेल्ड जोन, वा बन्द बिन्दुबाट शून्य माइक्रो-बबल उत्सर्जन हो। एउटै बबलले चुहावट मार्गलाई संकेत गर्दछ जसले मापनको पर्वाह नगरी क्षेत्रको प्रयोग अन्तर्गत पानी स्वीकार गर्नेछ। यस परीक्षण स्तरमा कुनै स्वीकार्य आंशिक पास छैन।
परीक्षणले पुष्टि गरेको कुराले परीक्षणको क्षणमा कुनै विशिष्ट इकाईले दबाब राख्छ कि गर्दैन त्योभन्दा बाहिर जान्छ। 1.0 बार पास गर्ने उत्पादनले प्रत्येक वेल्ड जोनमा पूर्ण आणविक फ्युजन पुष्टि गरेको छ, पूर्ण सीम ज्यामितिमा सही डाइ सम्पर्क, र दबाब रिलीज हुनु अघि पर्याप्त कूलिंग पुष्टि गरेको छ। उत्पादन रनमा लगातार पास दरहरू प्रक्रिया नियन्त्रणको प्रमाण हुन् - व्यक्तिगत एकाइ भिन्नता होइन जुन सकारात्मक प्रवृत्तिमा भयो।
परीक्षण आवृत्ति परीक्षण गम्भीरताको रूपमा परिणामात्मक छ। क्रिटिकल सीम उत्पादनहरूमा प्रति-इकाई परीक्षणले पूर्ण उत्पादन कभरेज प्रदान गर्दछ र तिनीहरूले पठाउनु अघि व्यक्तिगत विफलताहरू समात्छ। ब्याच नमूनाले कम लागतमा सांख्यिकीय विश्वास प्रदान गर्दछ तर व्यक्तिगत विफलताहरूलाई अनुमति दिन्छ। उपयुक्त प्रोटोकल एकल इकाई फिल्ड विफलताको डाउनस्ट्रीम लागतमा निर्भर गर्दछ — उत्पादनहरूको लागि जहाँ एक चुहावटले वारेन्टी दावी र सम्भावित ब्रान्ड एक्सपोजर उत्पन्न गर्दछ, प्रति-इकाई परीक्षण तर्कसंगत स्थिति हो।
RF वेल्डिङ क्षमताको मूल्याङ्कन गर्दै: प्रक्रिया परिपक्वता छुट्याउन सक्ने प्रश्नहरू
RF वेल्डेड वाटरप्रूफ उत्पादनहरूमा चुहावट रोकथाम एक ईन्जिनियरिङ् परिणाम हो, निर्माण दाबी होइन। प्रक्रिया चरहरू ज्ञात छन्, नियन्त्रण विधिहरू स्थापित छन्, र परिणाम प्रमाणित गर्ने परीक्षण प्रोटोकल राम्रोसँग परिभाषित छ। यस क्षेत्रमा वास्तविक क्षमता भएको निर्माताले ती विशेष सर्तहरूमा तिनीहरूको सञ्चालनको वर्णन गर्नेछ।
आपूर्तिकर्ता मूल्याङ्कन गर्दा सोध्न लायक प्रश्नहरू ठोस छन्:
RF पावर सेटिङहरू र चक्र समय प्रति सामग्री विशिष्टता कसरी दस्तावेज गरिन्छ, र सामग्री ब्याचहरू परिवर्तन हुँदा पुन: प्रमाणीकरण ट्रिगर गर्दछ?
डाइ कन्डिसन कसरी निगरानी गरिन्छ र कुन थ्रेसहोल्डमा टुलिङ प्रतिस्थापन गरिन्छ?
हाइड्रोस्टेटिक परीक्षण प्रति एकाइ वा ब्याच नमूना द्वारा, र कुन दबाबमा गरिन्छ?
के तिनीहरूले तुलनात्मक उत्पादनहरूको हालको उत्पादन रनबाट परीक्षण रेकर्डहरू प्रदान गर्न सक्छन्?
वास्तवमा यी चरहरूलाई नियन्त्रण गर्ने सुविधाका लागि यी कठिन प्रश्नहरू होइनन्। तिनीहरू यसको पछाडि प्रक्रिया अनुशासन बिना आरएफ वेल्डिंग उपकरण चलाउने सुविधाको लागि धेरै गाह्रो प्रश्नहरू हुन्। जवाफहरूले तपाईंलाई बताउँछ कि तपाईं कुन अवस्थामा हुनुहुन्छ।